

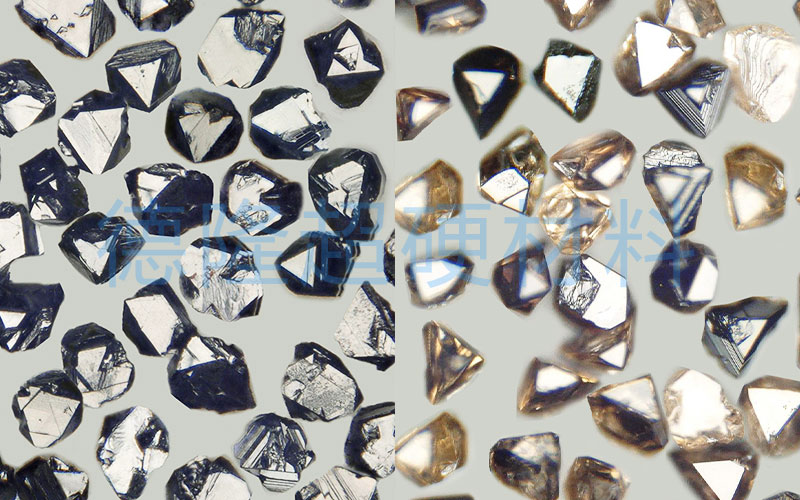
立方氮化硼(Cubic Boron Nitride,简称CBN)是一种人工合成的超硬材料,其硬度仅次于金刚石,广泛应用于切削工具领域。在烧结CBN刀具的过程中,立方氮化硼磨料的使用至关重要。本文将简要介绍立方氮化硼磨料在烧结CBN刀具时的工艺方法。
一、原材料的准备与净化处理
立方氮化硼微粉中常常含有叶蜡石、石墨、金属杂质等,这些杂质对烧结过程不利。因此,在烧结前需要对原材料进行净化处理。净化处理方法包括使用NaOH处理CBN微粉以去除叶蜡石和HBN,煮高氯酸去除石墨,用HCl在电热板上煮沸除去金属,并用蒸馏水洗至中性。结合剂材料如Co、Ni、Al等也需进行氢还原处理。
二、结合剂的选择与配比
CBN刀具的结合剂种类多样,主要包括金属结合剂、陶瓷结合剂和金属陶瓷结合剂。金属结合剂如Ti、Co、Ni等在高温下易软化,影响刀具寿命;陶瓷结合剂如Al2O3耐高温但冲击韧性差;金属陶瓷结合剂则结合了两者的优点。结合剂的加入量需充足但不能过多,实验结果表明,当平均自由程为0.8~1.2μm时,聚晶磨耗比值最高,此时结合剂掺入量为10%~15%(质量比)。
三、CBN粒度及粒度配比的确定
CBN粒度及粒度配比的确定对刀具性能有重要影响。根据加工精度和表面质量要求,切削工具用的CBN粒度大约分为粗粒度(20~30μm)、中粒度(3~10μm)和细粒度(2μm以下)。粗粒度制成的刀具耐磨性、抗冲击性较高,但难以满足高精度要求;细粒度则适用于精加工和超精加工。
四、烧结过程
烧结是CBN刀具制作的关键步骤。将CBN微粉和结合剂按一定配比混合均匀后,填充入模具中,然后在高温高压条件下进行烧结。烧结温度通常在1400~1500℃,压力在5GPa或更高。烧结过程中,CBN微粉与结合剂发生化学反应,形成坚硬的烧结体。
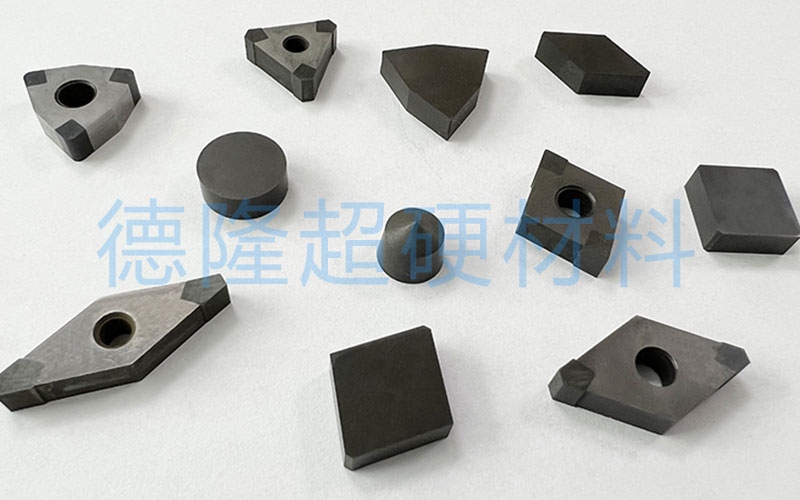
五、刀具胚体的制备
烧结完成后,得到的是CBN刀具的胚体。胚体需要经过切割、精磨等工序,最终制成可使用的刀具。切割通常使用电火花线切割技术,将烧结体坯料切割成所需形状。
六、刃磨与检验
制成的CBN刀具胚体需要刃磨才能用于切削。刃磨过程包括粗磨、精磨和研磨工序,以获得正确的几何形状和表面粗糙度。刃磨后的刀具需要进行严格检验,包括硬度、精度、强度等物理性能的检测,以及高倍电子显微镜检查每个刀片的表面和刃口处理精度。
信阳市德隆超硬材料有限公司
手 机: 15738882072
电 话: 15738882957
邮 箱: sales@berlt.com
地 址: 信阳市高新区工十四路与工五路交叉口向北300米